
 Español
Español
 English
English 中文简体
中文简体 русский
русский Français
Français Español
Español عربى
عربى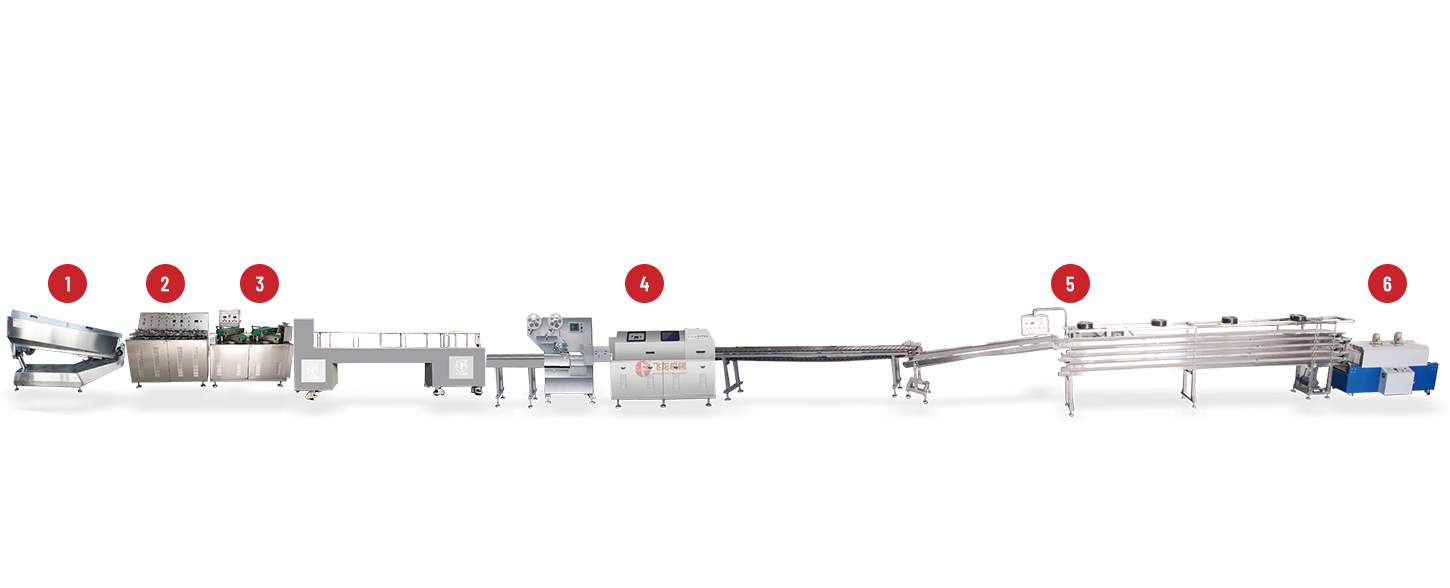
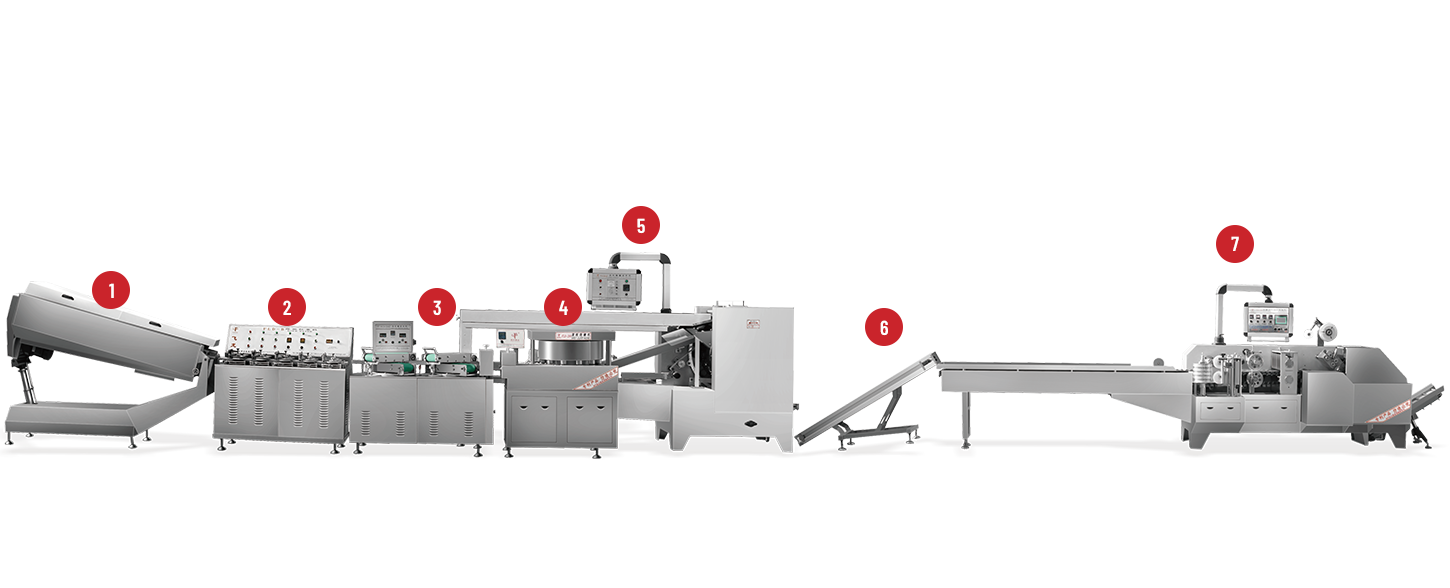




un Línea de producción de piruletas de China Por lo general parece controlado desde la distancia. Las máquinas funcionan en secuencia. El material se mueve paso a paso. Los productos terminados salen continuamente, casi a un ritmo constante.
Dentro del taller, el panorama es un poco menos fluido. Aparecen pequeñas variaciones durante tiradas largas. Algunas son fáciles de corregir. Algunos repiten en voz baja sin detener la fila. Con el tiempo, estos pequeños problemas determinan qué tan estable se siente todo el sistema.
Lo que sigue es una mirada más cercana a los problemas que a menudo aparecen en entornos de producción reales, no como fallas aisladas, sino como patrones que se acumulan durante la operación diaria.
¿Por qué cambia el comportamiento de la mezcla de azúcar durante el procesamiento?
En muchas líneas de piruletas, la primera variación comienza con la mezcla misma. Sobre el papel, la receta sigue siendo la misma. En la práctica, el comportamiento cambia ligeramente de un lote a otro.
Los operadores suelen notar:
- la mezcla se espesa a velocidad desigual
- la textura se siente ligeramente diferente durante el manejo
- cambios de flujo después de repetidos ciclos de calentamiento
- El enfriamiento no se comporta igual en cada ejecución.
Estas diferencias no siempre son dramáticas. La línea todavía funciona. Pero la "sensación" del material cambia y eso afecta cada paso posterior.
un small change in mixture behavior tends to echo through forming, shaping, and final appearance.
¿Qué causa la variación de forma en la formación de piruletas?
La formación es donde las primeras diferencias se hacen visibles. Cuando las condiciones son estables, los productos lucen uniformes. Cuando aparecen pequeños cambios, la variación comienza a notarse.
En la producción real, la inconsistencia de la forma suele aparecer así:
- algunas piezas son ligeramente más redondas que otras
- Los bordes se ven desiguales cuando se colocan uno al lado del otro.
- Los moldes no se llenan exactamente de la misma manera en cada ciclo.
- Las diferencias se vuelven más claras durante carreras largas y continuas.
Lo interesante es que estos problemas rara vez provienen de una sola causa. Generalmente es una combinación de tiempo de flujo, condición del molde y pequeños cambios en el comportamiento de temperatura o presión.
Una vez que comienza la variación, tiende a repetirse en un patrón en lugar de una apariencia aleatoria.
¿Por qué a veces el desmoldante se vuelve inestable?
El desmoldeo suena simple, pero en la práctica es una de las partes más delicadas de la línea.
Cuando todo funciona correctamente, los productos se separan limpiamente. Cuando las condiciones cambian, la liberación se vuelve menos predecible.
Las situaciones comunes incluyen:
- productos que se pegan ligeramente dentro de los moldes
- sincronización de liberación desigual entre cavidades
- marcas superficiales después de la eliminación
- acumulación de residuos durante ciclos repetidos
Esto no siempre empieza de repente. A menudo comienza con una pequeña resistencia que los operadores notan durante el manejo. Con el tiempo, se vuelve más frecuente.
Incluso una fina capa de residuo puede cambiar la forma en que la superficie interactúa con el molde.
¿Cómo afectan silenciosamente los cambios de temperatura al ritmo de producción?
La temperatura en una línea de producción nunca está completamente quieta. Incluso cuando los sistemas están controlados, todavía se producen pequeñas fluctuaciones a lo largo del tiempo.
Estos cambios pueden influir en varias etapas a la vez:
- El flujo de la mezcla se vuelve ligeramente más rápido o más lento.
- La velocidad de formación se siente menos equilibrada.
- El acabado de la superficie cambia sutilmente entre lotes.
- el comportamiento de enfriamiento no se mantiene completamente consistente
El desafío es que la variación de temperatura rara vez aparece sola. Interactúa con el comportamiento del material y el tiempo, lo que hace que el efecto sea más difícil de aislar.
Los operadores suelen describir esto como un cambio de "ritmo" más que como un fallo técnico claro.
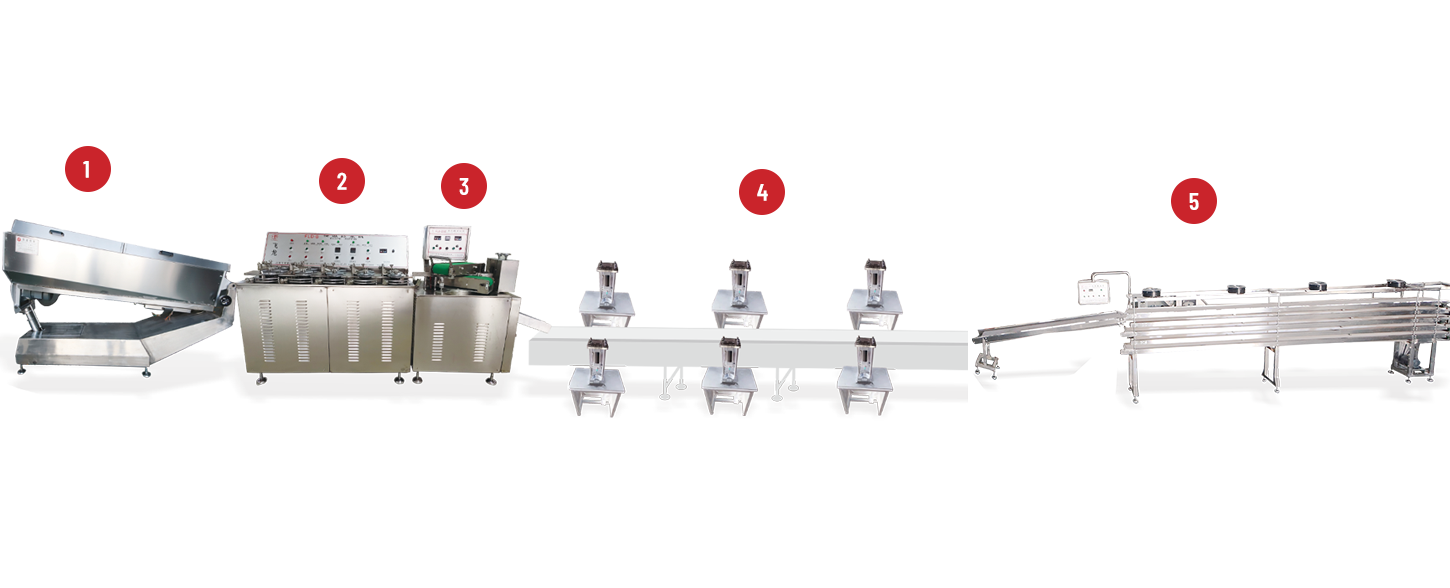
¿Qué provoca que el llenado de los moldes sea desigual?
El llenado desigual es uno de esos problemas que pueden permanecer ocultos hasta que los productos se comparan de cerca.
En el funcionamiento diario, puede aparecer como:
- ligeras diferencias en tamaño o peso entre cavidades
- Algunos moldes reciben más material que otros.
- variación que aumenta durante carreras de mayor velocidad
- El equilibrio del llenado cambia durante largos períodos de producción.
La causa no suele ser obvia. Puede deberse a la distribución del flujo, al desequilibrio de sincronización o a pequeños cambios de resistencia dentro del sistema.
Una vez que comienza el llenado desigual, a menudo continúa con el mismo patrón hasta que se ajustan las condiciones.
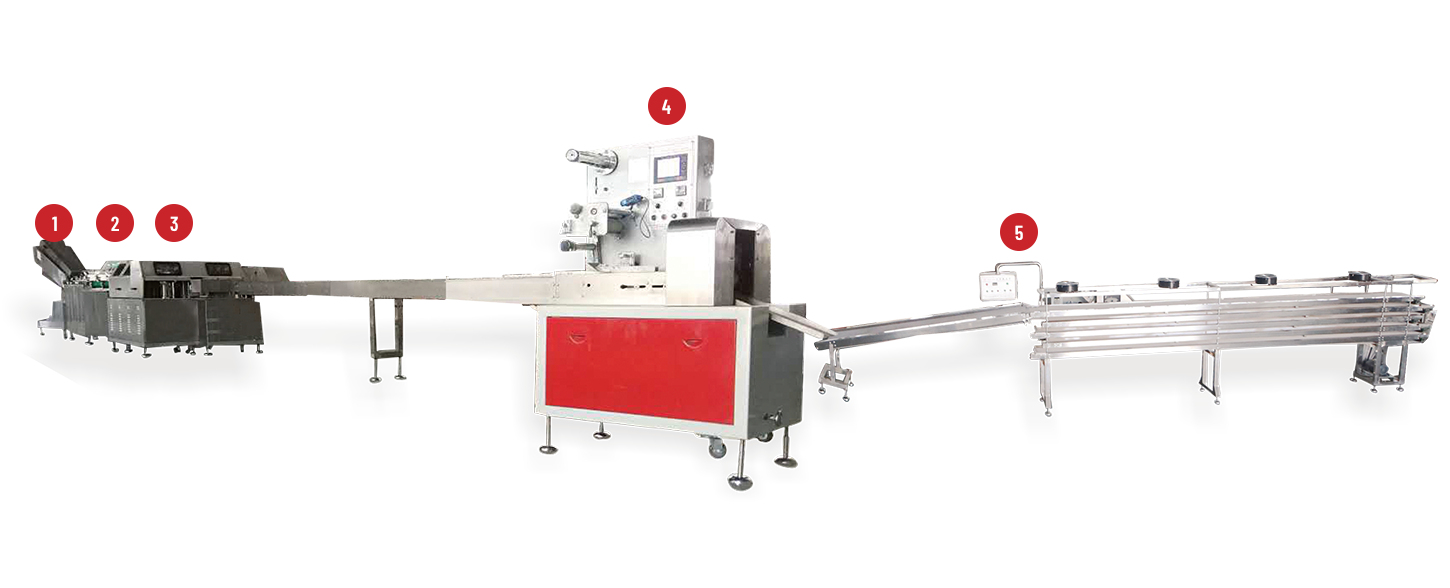
¿Por qué la velocidad de producción crea problemas de estabilidad?
Los cambios de velocidad son comunes en las fábricas reales. Los pedidos cambian, los horarios se ajustan y las filas se ajustan a lo largo del día.
Pero cuando cambia la velocidad, la estabilidad también puede cambiar.
unt higher speeds:
- el tiempo se vuelve más sensible
- El control de flujo tiene menos margen de ajuste.
- Los pequeños retrasos se hacen más visibles.
unt lower speeds:
- el material puede asentarse de manera diferente
- el equilibrio de temperatura puede cambiar
- el ritmo se vuelve menos continuo
La cuestión no es la velocidad en sí, sino el ajuste entre diferentes niveles operativos. Las líneas que mantienen un ritmo constante a menudo se comportan de manera más predecible que aquellas que cambian con frecuencia de velocidad.
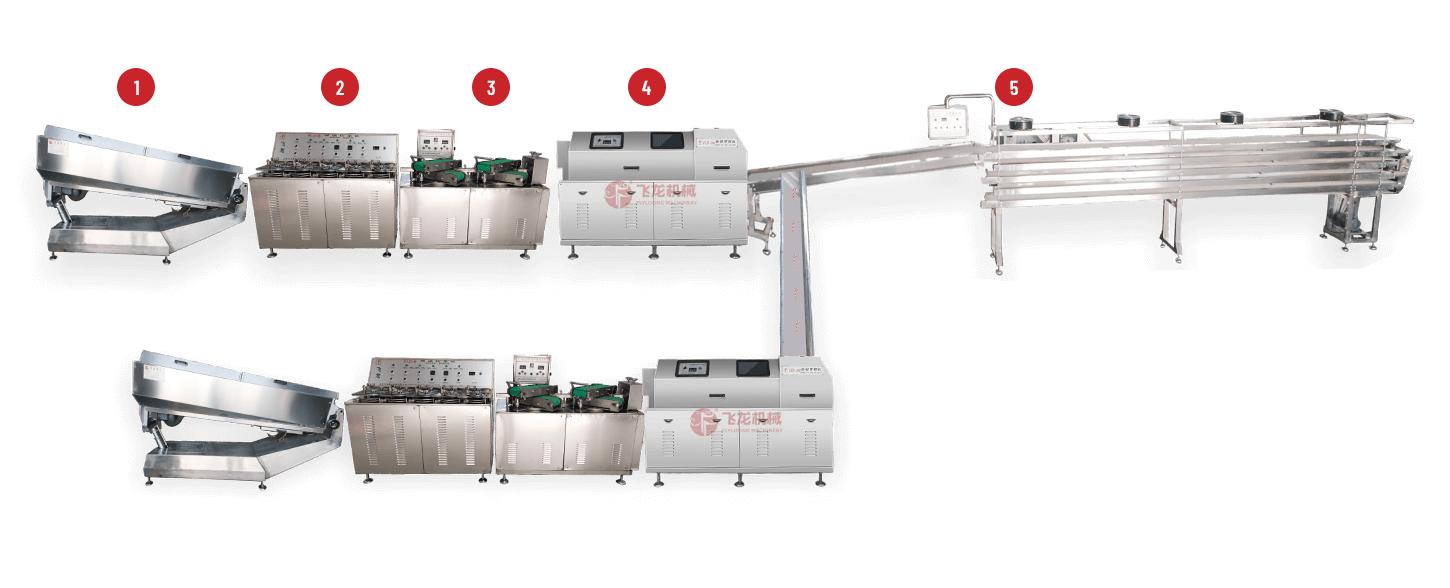
¿Cómo afecta la coordinación entre máquinas a la consistencia?
un lollipop line is not a single system. It is a chain of connected steps, and each step depends on the one before it.
Cuando la coordinación es fluida:
- El material fluye sin espera.
- El tiempo entre etapas se siente natural.
- La producción se mantiene constante a lo largo del tiempo.
Cuando cambia la coordinación:
- una etapa produce más rápido de lo que la siguiente puede manejar
- Aparece una acumulación o retraso temporal.
- pequeños desequilibrios repartidos a lo largo de la línea
Estos problemas a menudo no aparecen de inmediato. Aparecen gradualmente a medida que se acumulan las diferencias temporales.
Los operadores suelen detectarlos mediante el ritmo del flujo de trabajo en lugar de mediante mediciones directas.
¿Qué papel juega la variación material en las cuestiones de producción?
Incluso cuando los procesos siguen siendo los mismos, el comportamiento del material puede cambiar ligeramente. Esta es una de las fuentes ocultas comunes de variación.
En la práctica, las diferencias relacionadas con el material pueden incluir:
- cambios en la suavidad del flujo
- ligeras diferencias en la textura después del calentamiento
- variación en la respuesta de enfriamiento
- apariencia superficial inconsistente
Estos cambios son sutiles, pero afectan a varias etapas a la vez.
Debido a que el material interactúa con la temperatura, el tiempo y la condición del equipo, a menudo es difícil separarlo de otros factores.
¿Cómo se desarrollan los pequeños cambios mecánicos con el tiempo?
Los sistemas mecánicos en funcionamiento continuo no permanecen completamente fijos. Los pequeños cambios aparecen lentamente con el uso.
unt first, nothing feels different. Output looks stable. The line runs normally.
Posteriormente, comienzan a aparecer signos sutiles:
- el movimiento se vuelve un poco menos suave
- la alineación no es tan consistente como antes
- Se necesitan pequeños ajustes con más frecuencia.
- La variación aparece a lo largo de tiradas largas.
Estos cambios son graduales, no repentinos. A menudo se mezclan con la variación normal de la producción hasta que emerge un patrón más claro.
Este lento desarrollo es la razón por la que la observación a largo plazo importa más que la inspección a corto plazo.
¿Qué suelen observar los operadores durante la producción diaria?
En entornos reales de fábrica, el seguimiento suele basarse en la experiencia más que en mediciones complejas. Los operadores dependen de la observación repetida durante el trabajo normal.
Suelen prestar atención a:
- si el flujo se siente suave o ligeramente desigual
- si la forma del producto permanece consistente
- ¿Con qué facilidad se liberan los moldes?
- si la línea mantiene un ritmo constante
- si se necesitan ajustes con más frecuencia de lo habitual
un simple view of these points can be summarized like this:
| unrea | lo que se nota | Lo que a menudo sugiere |
|---|---|---|
| Comportamiento del flujo | salida suave o irregular | cambio de material o presión |
| Liberación de molde | separación limpia o resistente | cambio de superficie o residuo |
| Consistencia de la forma | productos uniformes o variados | desequilibrio de sincronización o llenado |
| Respuesta de temperatura | comportamiento estable o a la deriva | controlar la fluctuación |
| Ritmo de línea | flujo constante o interrumpido | cuestión de coordinación |
Estas observaciones son parte del trabajo diario, no tareas de inspección separadas.
¿Cómo influyen los pequeños problemas en la producción general?
La mayoría de los problemas en las líneas de producción de piruletas no parecen grandes fallas. Empiezan poco a poco y repiten en voz baja.
un slight change in flow. A small difference in shape. A minor delay in timing.
Individualmente, estos pueden no parecer importantes. Pero con el tiempo, afectan:
- consistencia entre productos
- suavidad del flujo de producción
- Cantidad de ajuste necesario durante la operación.
- Estabilidad de tiradas de producción largas.
El efecto es acumulativo. Pequeñas variaciones modifican lentamente el comportamiento de toda la línea durante la producción continua.
En el funcionamiento real, la estabilidad no se define por la ausencia de problemas, sino por cómo se gestionan las pequeñas variaciones a medida que aparecen.







 +86-(0)515-8465666
+86-(0)515-8465666 +86-(0)515-85566996
+86-(0)515-85566996 +86-138 1559 9708
+86-138 1559 9708 flyloong@flyloongcn.com
flyloong@flyloongcn.com 
 Inicio
Inicio